Designed For High Precision
Premium accuracy and performance establish a new benchmark in the portable measurement field.
Learn More
Lead the way in portable measurement with its premium accuracy and best-in-class performance.
Learn More
High Precision, High Efficiency and High Stability
Learn More題-1-4.png)
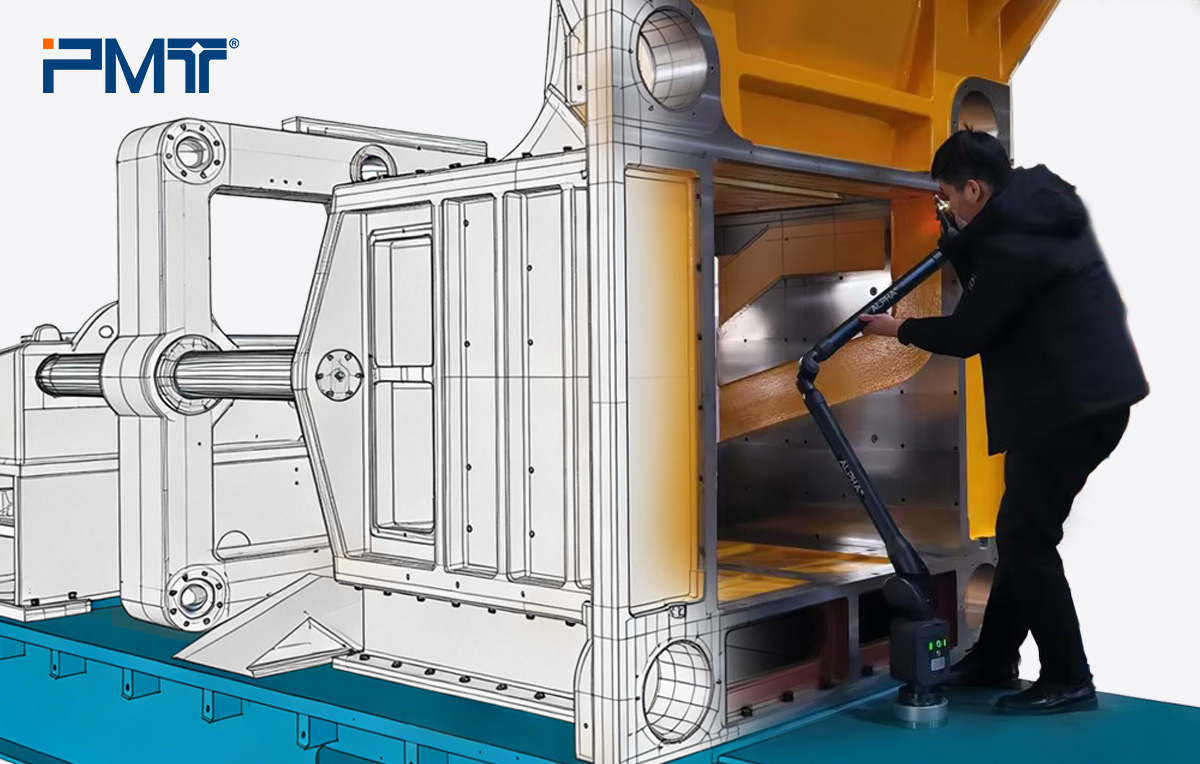
Industrial 3D Measurement Solutions
Learn More
Precise Customization, Easy Measurement
Learn More
Customer First, Full Commitment and Sustainable Innovation

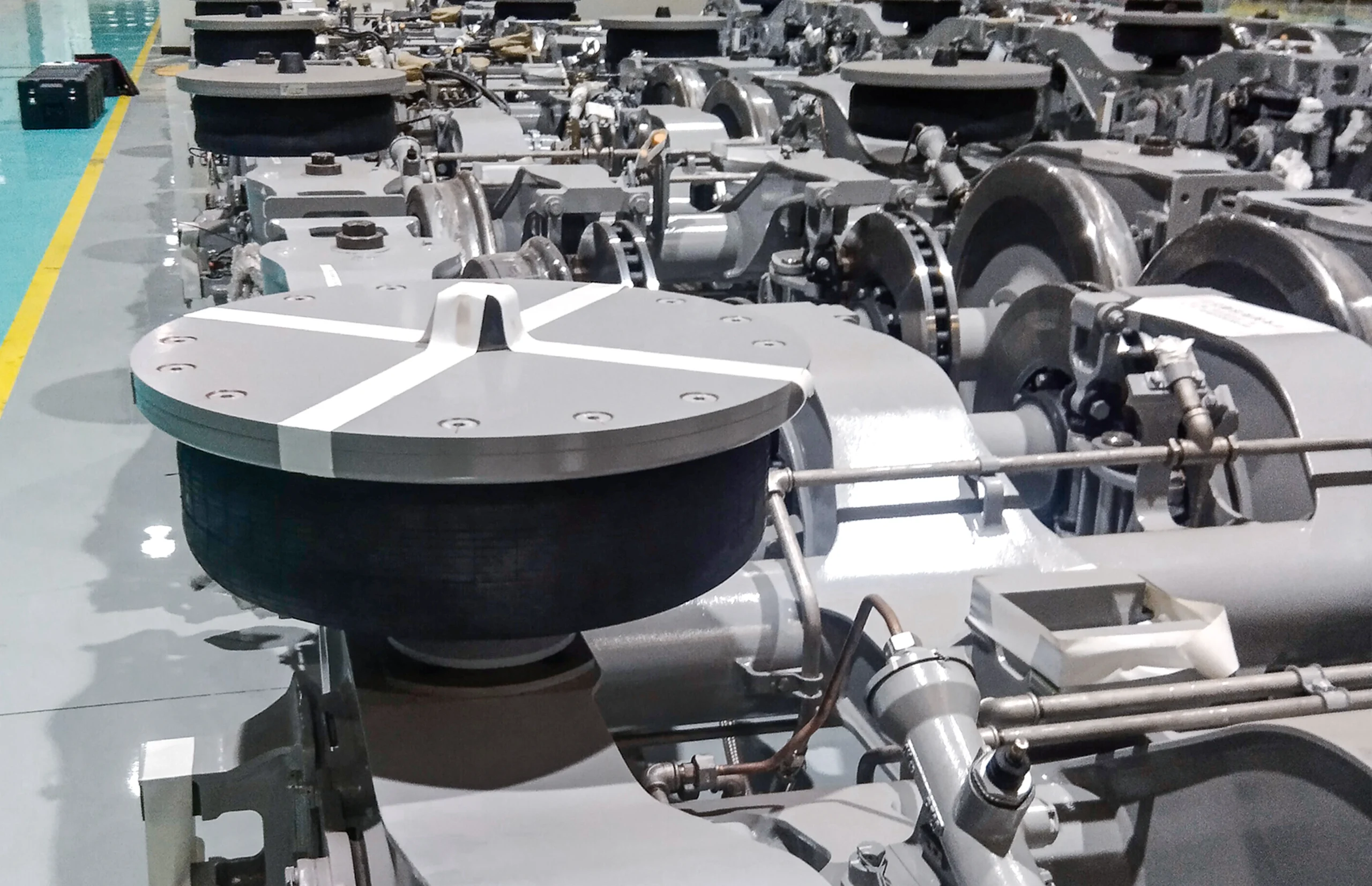
Safeguard the country’s security by high-precision manufacturing of defense equipment....
Learn More


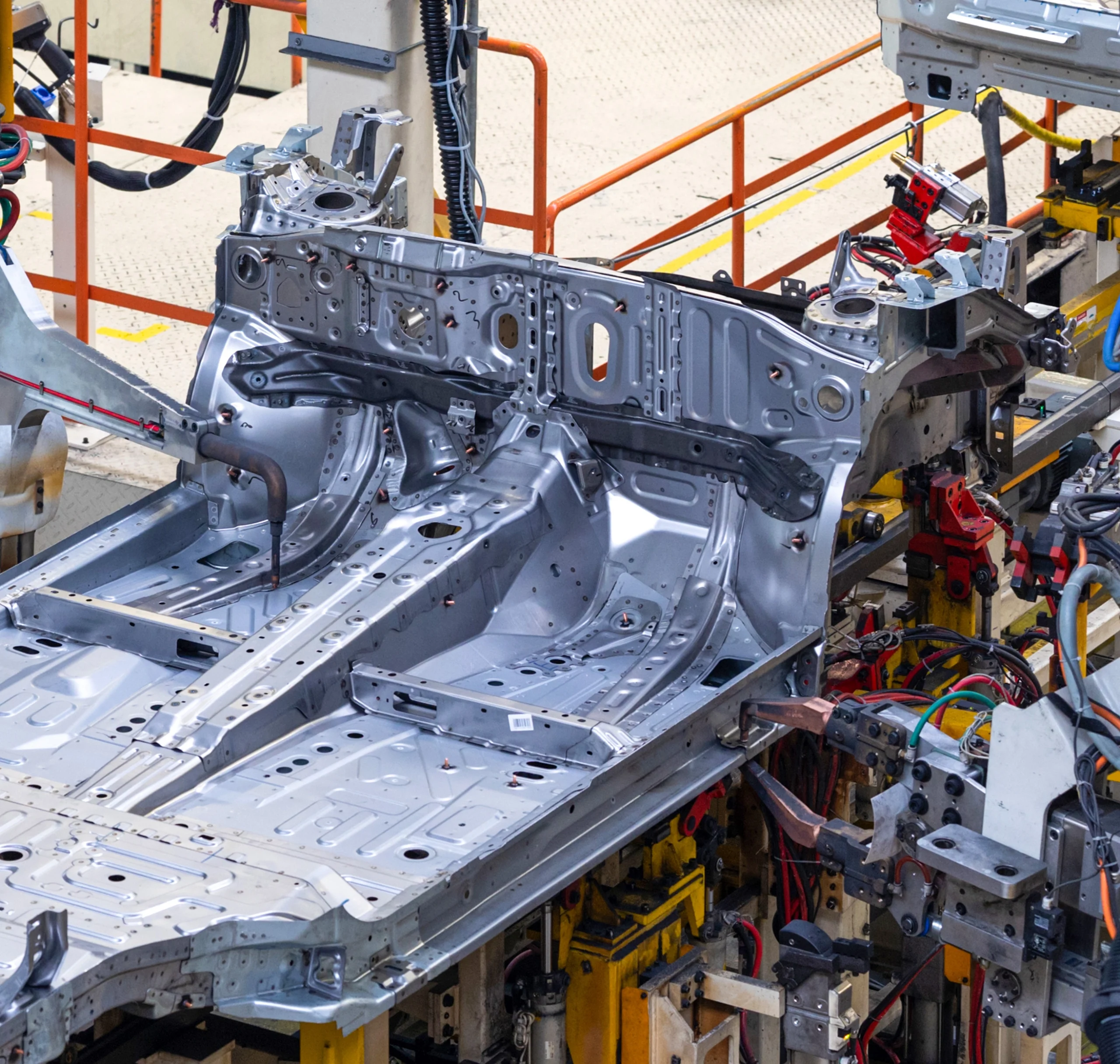
Assist to improve the processing quality and improve the processing…
Learn More

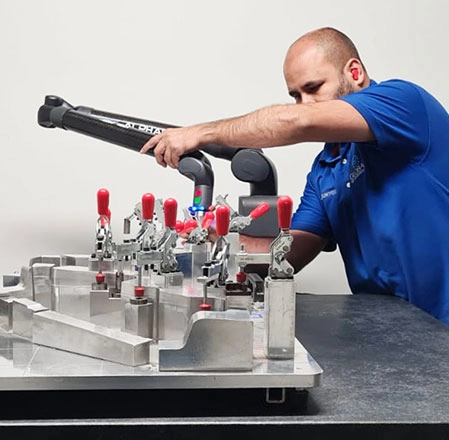
Enhance the efficiency and quality of mold with precision measurement....
Learn More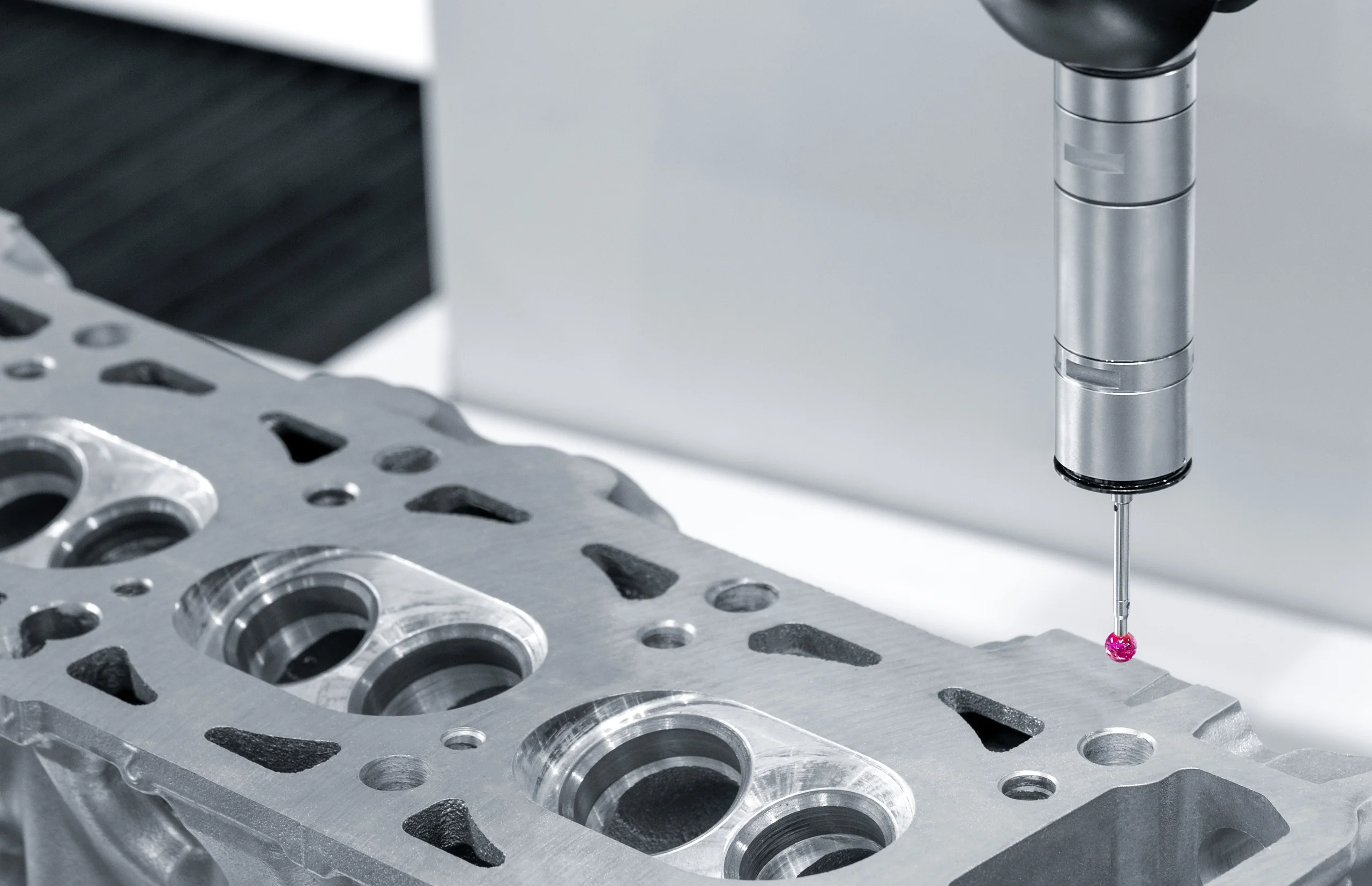

Fully committed to providing innovative and efficient inspection solutions in various fields
PMT is a high-tech company specialized in measurement technology. With fully independent capabilities in research, development, and production, PMT has gained abundant experience in different fields for years, including portable measurement, optical measurement and encoder. We follow European standards in research, development and production, and always act on the idea of cutting-edge technologies. We carry forward the spirit of craftsmanship from Germany, and control the product quality to the best of our ability. PMT has been promoting a high quality development with innovation and technologies in global measurement field. For the past 20 years, PMT has been deeply rooted in this field, and obtained many patents for its core technologies. PMT prioritizes its commitment to research and development, and keeps investing huge amount of money in pursuing long-term cooperation with world-class research institutes and expanding its technology bases. With support from the Darmstadt University of Technology, PMT has achieved product authentications by European standards. PMT has set up research centers in China, Germany and Japan. In China, we have production bases in Suzhou and Xi'an. We have also broadened our sales service network to cover China’s major industrial cities with the aim at providing prompt and professional technical support. Looking ahead, spearheaded by technological innovation, PMT will stay committed to the mission of making measurement more accurate and portable. Together, we will step up efforts to create values, making progress, and beating customer’s expectation. All these efforts are aimed at fulfilling our strategic goals and social values in the long run.



.svg)



_airplane.svg)
電-1737011623.webp)
院4_hospital-four.svg)